Military Testing Equipment
Some components used in military equipment need Non Destructive Testing to assure safe and proper operation. The following is a list of some of the testing systems built and installed by Andec. We are registered with the ITAR Controlled Goods Program, so you can be assured of confidentiality and quality. Clicking on any of the listings will show you photographs of each system with a full description of its functions.
Note: The shape and dimensions of test parts shown in photos have been altered. All testing systems are surrounded by protective guarding.
Ultrasonic
Eddy Current
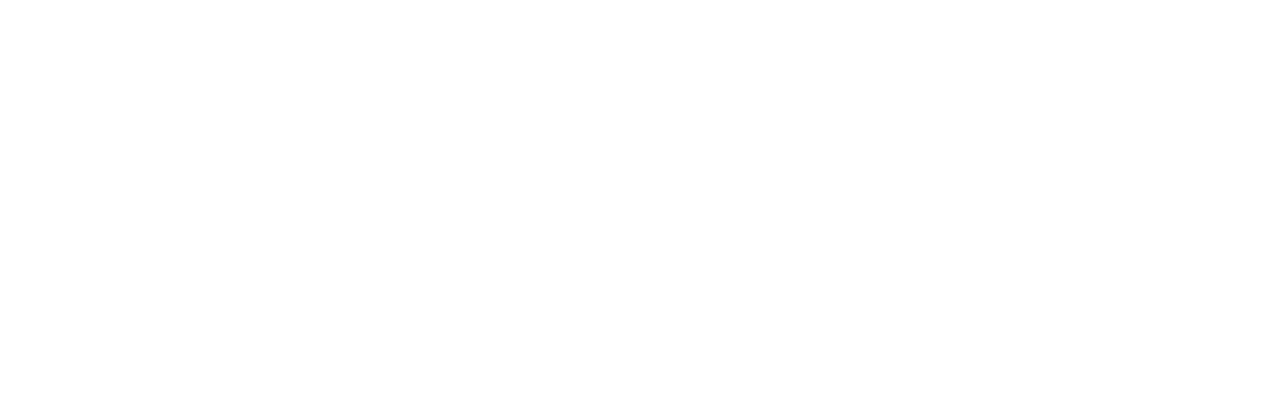
Ultrasonic Immersion Testing System for Large Military Ordnance Projectile Bodies and Base Plugs

This system is designed to detect all defects on the inside and outside surfaces and inside the body wall, as well as surface and internal defects in the base plugs. Protective guarding surrounds the entire system.
The system has two side by side infeed gravity roller conveyors, one for the projectile bodies and one for the base plugs. The bodies and the plugs are loaded on the conveyor ends which protrude outside of the system surround safety guarding enclosure, into reach of the centrally located robot.
Each part starts its testing cycle when it is picked up from each of the infeed conveyor ends and placed in the test fixture in the designated side of the ultrasonic immersion testing tank.
After completion of the test cycle the robot removes each part from the test fixture and places it on one of four gravity fed outfeed roller conveyors, one each for accepted and rejected parts. On each of these conveyors the parts roll outside of the surround safety guarding enclosure, for removal.
All of the conveying of each part and the ultrasonic testing is performed automatically under computer control and stored programming, without any operator participation or prompting.
Note: The shape and dimension of test parts in photo have been altered
Ultrasonic Immersion Testing System for Military Ordnance Mortar Bodies

This simple testing system can be robot loaded/unloaded, or manually loaded through safety light curtains, as shown.
One end of the part is lowered into the water bath where a number of transducers are held in fixtures to inspect the part along it’s length for internal defects and near it’s end for circular and transverse surface cracks.
With robot load/unload, the total cycle time is approximately six seconds, but with manual load/unload, it is dependent on the operator and the supply and placement of the parts.
Note: The shape and dimension of test parts in photo have been altered
Simple Ultrasonic Immersion Testing Tank for Military Ordnance Guiding Cones


Andec makes the most sophisticated high speed testing systems, as well as simple fixtures like the one shown in this photograph.
This system was developed to provide a customer with the opportunity to evaluate the feasibility and concept of an ultrasonic immersion testing system for the continuous inspection of the shown cone in an automated production line.
Before committing to the purchase of such a fully automated in-line testing system, the customer wanted to be assured that it would provide and meet the full body testing specifications.
We built this simple unit to provide this assurance.
Note: The shape and dimension of test parts in photo have been altered
Ultrasonic Immersion Testing System for Military Ordnance Tail Cones

This automated system inspects aluminum tail cones for defects on the inner and outer surfaces, and inside the tail cone walls.
To start the test, each tail cone is placed manually on a lift mechanism which then lowers it into the water on to motor driven rollers. After the operator lowers the protective cover, which is locked automatically, the tail cone rotates on the rollers while an array of transducers, following a contoured profile, scans the part.
After completion of the test, the transducer array returns to its home position, the cone is lifted above the water, and a signal alerts the operator to lift the unlocked cover, remove the tested cone, and place it in the accept or reject receptacle.
Note: The shape and dimension of test parts in photo have been altered

Ultrasonic Immersion Testing System for Small Military Projectile Bodies

This manually loaded/unloaded testing system inspects aluminum bodies for defects on the inner and outer surfaces, and inside the body walls and ends. Protective guarding surrounds the complete system.
To start the test, the operator places two bodies manually on a form fitting lift mechanism, one for each body, above the water level. The bodies are lowered into the water, after the operator slides the closure sideways to a locked position, the automatic computer-controlled testing sequence is started automatically with an array of transducers scanning the complete profile of the bodies and their ends.
After completion of the test, the transducer array is returned to its home position, the bodies are lifted above the water level, and a signal alerts the operator to open the closure, remove the tested bodies, and place each one in an accept/reject location, as indicated on the display.
Note: The shape and dimension of test parts in photo have been altered.
Ultrasonic Immersion Testing System for Military Projectile Bodies

This self-contained testing system inspects each body for surface and internal defects to very precise specifications. Protective guarding surrounds the complete system.
The bodies are fed from the production line conveyor to the built-in motor driven infeed roller conveyor.
The overhead built in pick and place system picks each body up from this conveyor and transfers it to the raised lift mechanism in the immersion tank, above the level of the water. This raised mechanism then lowers the body down to the underwater testing station where it is inspected by an array of special transducers.
After completion of the testing sequence, the body is raised above the water level again and transferred by the pick and place system to the built-in motor driven outfeed roller conveyor from where it is fed to the production line conveyor.
Unacceptable bodies are automatically removed from the outfeed conveyor.
Note: The shape and dimension of test parts in photo have been altered

Ultrasonic Immersion Testing System for Large Ordnance Projectile Bodies
This system is designed to detect all defects on the inside and outside surfaces, as well as inside the body wall.
The complete system, including the body conveying and ultrasonic testing, is enclosed by a surround safety guarding enclosure, and all its functions are computer controlled and automated by stored computer software, without operator involvement.
Each body is automatically moved from the production line conveyor onto the built in motor driven infeed conveyor of this system, through an opening in the surround guarding enclosure. The first body in line is lifted from this conveyor by the built in overhead pick and place unit and placed on the test fixture in the ultrasonic immersion testing tank in front of an array of special transducers.
After completion of the test scan the robot removes the body from the test fixture and places it on the upper outfeed conveyor if it failed the test, and on the lower conveyor if it passed the test. Acceptable bodies are marked after completion of the test and passed on to the factory in line conveyor, and rejected bodies are removed from the upper conveyor.
Note: The shape and dimension of test parts in photo have been altered


Ultrasonic Immersion Testing System for Large Steel Bearing Races for Tank Turrets

This computer-controlled system is supplied with a tilted roller system on which each bearing race is supported and rotated.
As a part of the race moves through the water in the tank, a special scanning mechanism moves the Ultrasonic immersion transducers in a fixed helix across the race surface to detect internal flaws and surfaces defects.
Extremely sturdy construction provides the capability to test a range of diameters from 200mm (8”) to about 1525mm (60”).
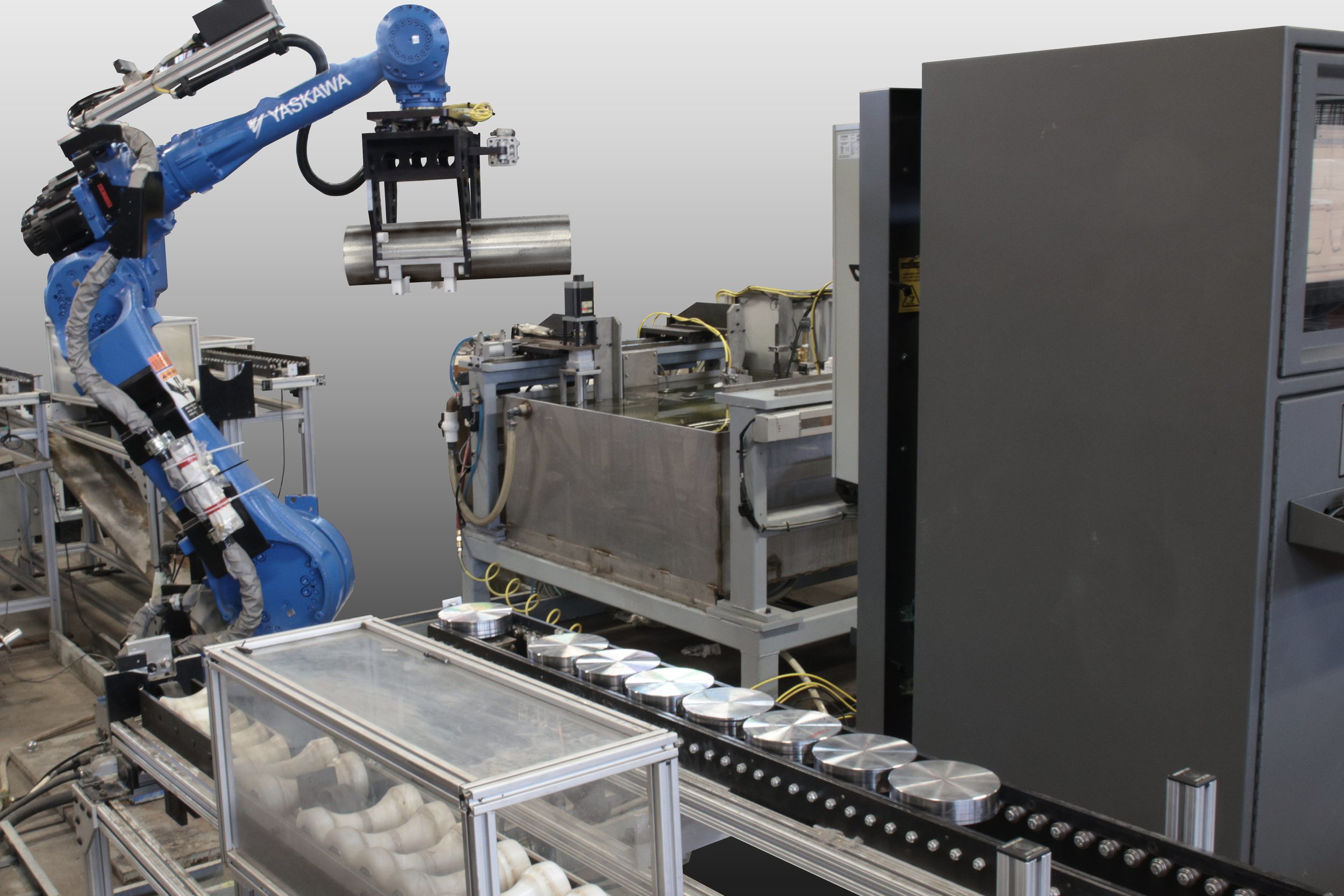
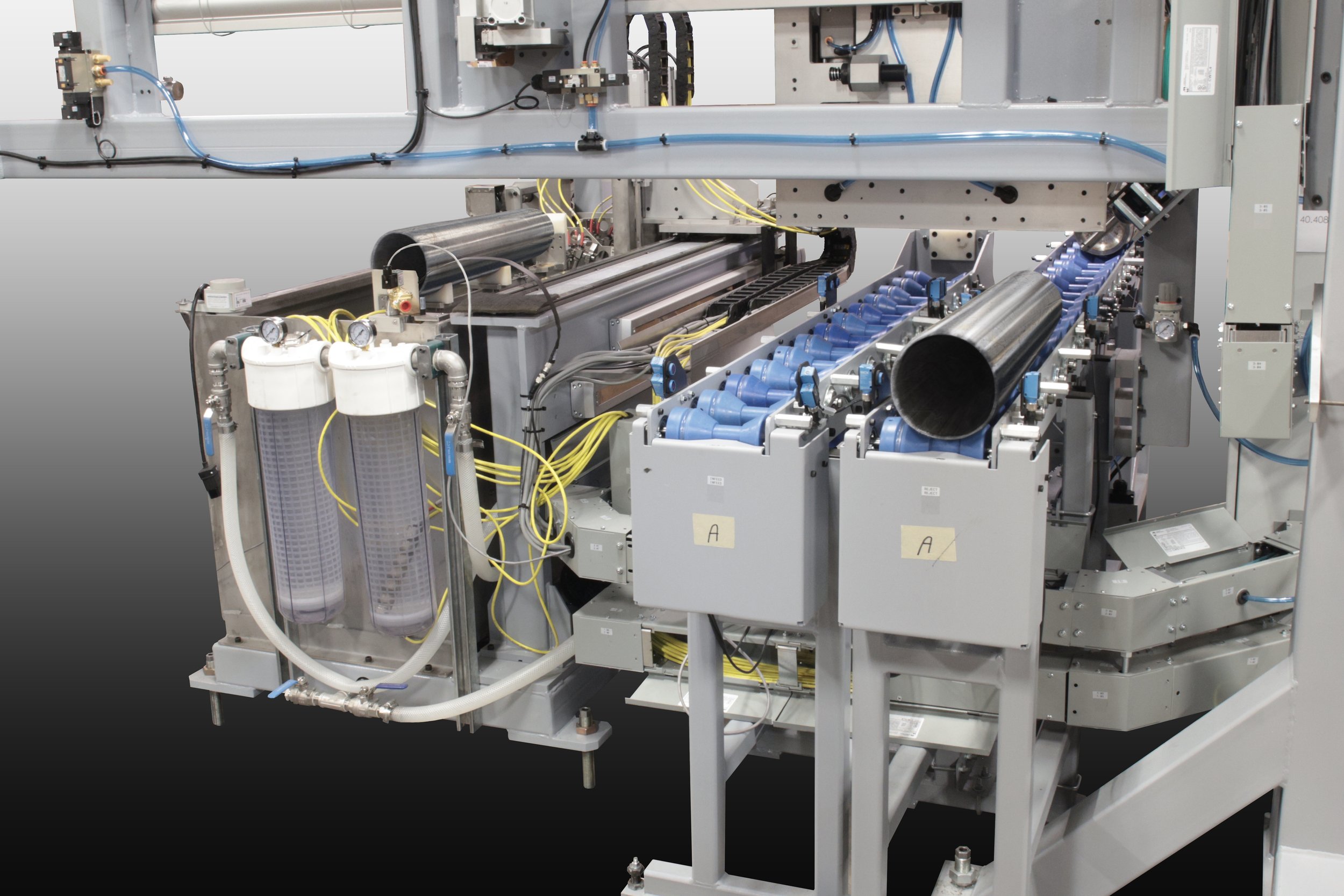
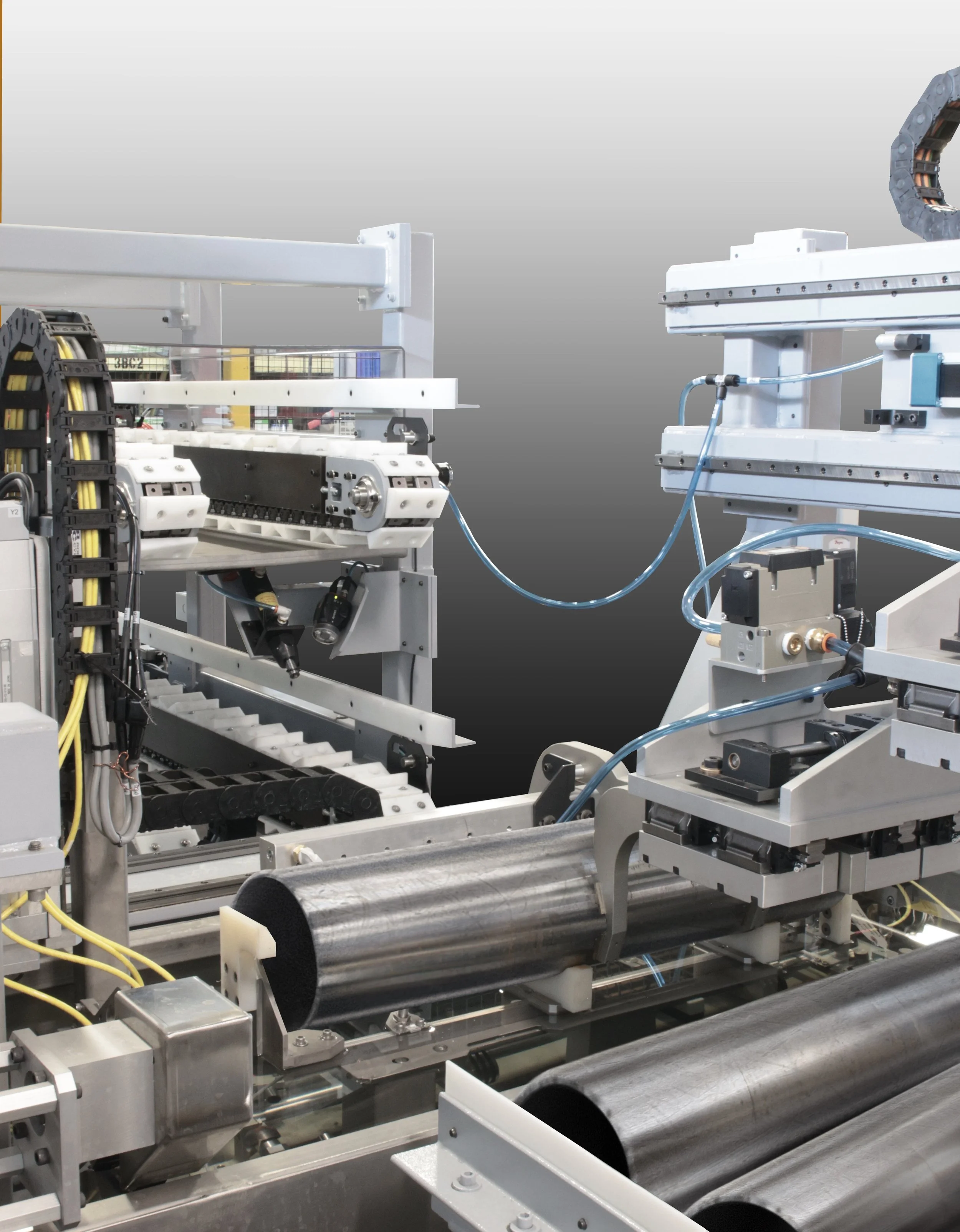
Eddy Current Testing System for Rocket Motor Tubes

This automated system detects cracks along the entire inside and outside surfaces of aluminum rocket motor tubes.
It uses a double arm with an array of probes mounted near the end of each arm, one array to inspect along the inside and one array to inspect along the outside tube surface. The testing sequence is started when each tube is placed on a tilt and feed mechanism, by a robot or manually, which feeds it into the system for testing. It is inspected when the arrays of probes are moved into and out of the tube while it is rotating.
After the completion of the automatic testing sequence the tubes with cracks are automatically ejected into a covered and lockable receptacle and the acceptable tubes continue to the next inline operation.
Note: The shape and dimension of test parts in photo have been altered.

Eddy Current Testing System for Ordnance Tail Fins


This sophisticated testing system has fully automatic load/unload into and out of the automated part handling and testing stations by means of unique, Andec developed, stacking accumulators.
The system operation is controlled by a PC with a large colour display. Protective guarding surrounds the complete system.
Each of the input accumulator stacks is kept filled with fins. From this sequencing accumulator, the fins are automatically passed on through a number of system stations.
In the testing station, surface crack detection is accomplished with arrays of probes which are automatically guided to scan all flat and contoured surfaces of these aluminum fins, as well as the center bore.
After completion of the test, each of the acceptable fins is laser marked with a part specific code and then a camera verifies this code, before the fin is placed onto a stack of the output accumulator. Each full stack with fins is manually removed and replaced with an empty stack to guarantee continuous uninterrupted operation.
Rejected parts are ejected into a locking accumulator chute, conveniently located at the operator control station.
Note: The shape and dimension of test parts in photo have been altered.